Тяжка доля, бажання вчитися, базоване бажання лагодити чи просто цікавість змусила вас взяти до рук паяльник, а ви навіть і близько не уявляєте собі як ним користуватись? Тоді сідайте зручніше, сьогодні я вам розповім всю необхідну інформацію для початківця в паяльному мистецтві, щоб ви успішно та надійно могли відремонтувати перебитий дріт чи замінити штекер на навушниках. Пайка взагалі дуже широка технологія якою можна зібрати навіть самогонний апарат, проте ми зупинимось на проводочках та платах, тобто любительській електроніці.
Паяло
Спочатку поговоримо про паяльники, які бувають та який краще вибрати, якщо у вас його взагалі нема.
1. Найпоширенішим паяльником в пострадянських квартирах мабуть є паяльник з спіральним ніхромовим нагрівачем та вбудованим мідним жалом на малєнькому гвінтіку.

Найдешевший і відповідно не дуже якісний та зручний. Довго нагрівається, нема можливості регулювати та точно підтримувати температуру а також складно доглядати за жалом, паяти ним можна, але задоволення від процесу отримати тяжко. Не наш друг.
2. Наступний вид паяльника це ось такий, з зйомним “незгораємим” жалом на нагрівальному елементі що вбудований в паяльник.

Змінні жала. На цьому плюси відносно першого варіанту закінчилися. Регулювання температури ненадійне.
3. Я рекомендую брати терморегульований пояльник в якому окреме жало з вбудованим сенсором температури та керамічним нагрівачем в ньому ж.

Для домашнього паяння всяких проєктиків більшості користувачів паяльника такого типу вистачить з головою і надовго. Зараз на ринку їх розвелася ціла купа, з контролерами та без, у вигляді ручок з екранчиком і ОС, у вигляді окремих паяльних станцій, з живленням від розетки до павербанка, кожен може вибрати собі те що йому до вподоби. Я давненько купив у кетайця набір як на фото вище.
Стандартів жал є багато (T12, TS100, SH72 тощо), під кожен стандарт існує також ціла купа видів форми кінчика жала.

Універсальним можу назвати жало ВС2 (або В2, часто кладуть в комплекті), воно підійде для виконання більшості видів робіт. Якщо бажаєте паяти всякі хдмі, юсб роз'єми, сучасну електроніку з тонкими ніжками то є сенс взяти додаткове жало тоненького типу ILS яке підійде для делікатних робіт. Власне я колись взяв BC2, ILS, K (широке) і це покриває всі задачі.
4. Ще існують паяльні станції, паяльні фени, паяльники з автоподачою, за формою пістолета, для випаювання з відсосом, для поверхневого монтажу та навіть такі що треба гріти газом, але сьогодні не про них, це не для дому і не для любителя. Хоча я не засуджую.
Загалом це все що варто знати про типи паяльників, далі поговоримо про те що ще необхідно мати для пайки.
Ледь не забув, подумайте над стійкою для паяльника, куда ви його покладете/поставите щоб він нічого не спалив, не розплавив і не коротнув. Стійка очевидно теж має витримувати температуру.
Аксесуари
Для успішного виконання паяльних робіт вам окрім паяльника знадобиться:
абсолютно мінімальний набір: припой та флюс;
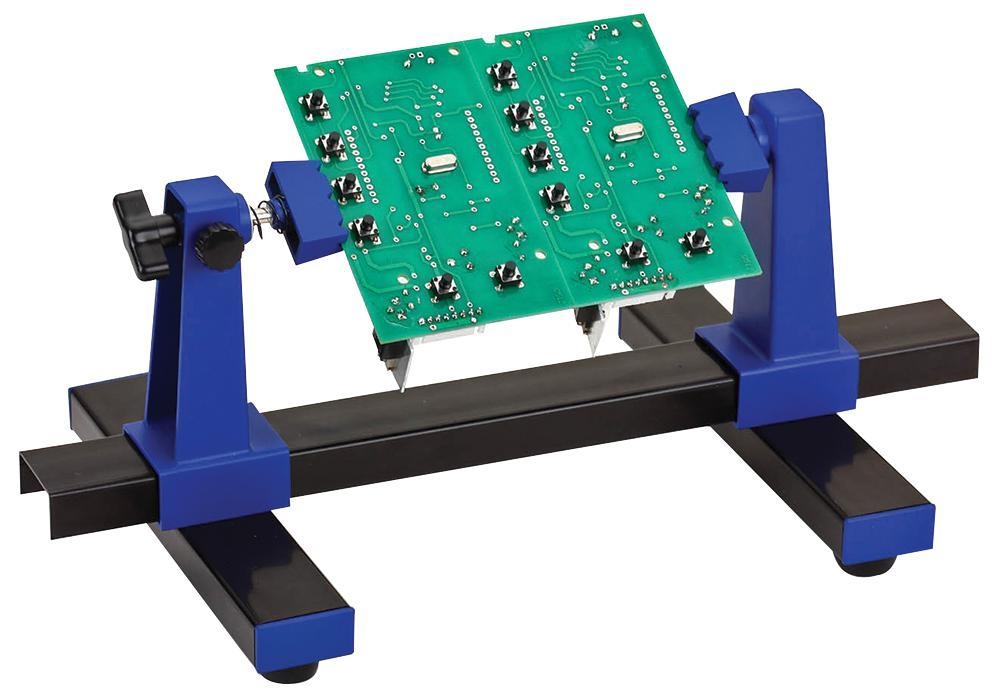
бажаний набір: змивка для флюсу, пінцет, мідна стрічка-косичка для всотування припою (розпаювальна стрічка (оплетка)), а також було б непогано мати тримач для дротів чи плат (третю руку) та шприц-відсмоктувач для олова, щось для очистки жала. Розглянемо ці приколи:
Припой

Це — основний компонент за допомогою якого утворюється надійне з'єднання деталей. Припой то металевий сплав з відносно низькою для металів температурою плавки, традиційно з олова та свинцю, проте зараз варіацій купа. Про свинець ще в постскріптумі. За допомогою власне паяльника припой нагрівається і наплавляється на контакти деталей та після остигання надійно з'єднує їх. При чому це з’єднання не як клей “прилипання до поверхні” а молекулярний зв’язок метал-припой, що більше схожий на дифузію двох металів з утворенням нового сплаву в місці контакту. Цей процес інколи звуть “змочуванням” тому що візуально нагадує те як вода змочує наприклад тканину. Купляти можна простий свинцевий приблизно 60/40 з флюсом, 1мм діаметр буде норм.
Флюс
Також для пайки необхідний флюс, його наносять на місце пайки, він трошки знежирює деталі, прибирає шар оксиду з металевої поверхні деталі, та запобігає потраплянню повітря на місце пайки. Шар оксиду на поверхні металу запобігає “змочуванню”, і не дає гарячому рідкому припою зробити сплав з металом. Сучасний припой вже має в собі невелику кількість флюсу якої достатньо в більшості випадків, але інколи треба наносити додатковий флюс. Загалом ніколи не буде зайвим налити трошки більше флюса щоб паялося краще. Флюси бувають різних форм, для різних металів, для різного застосування. Вічна класика це каніфоль яку добувають з смоли хвойних, (а пахне як…), є флюс-паста яка допомагає тримати компоненти на місці, є різні флюси-кислоти для різних нестандартних металів, є навіть паяльна паста - суміш флюса і гранульованого припою для пайки поверхневих компонентів. НІКОЛИ НЕ ЮЗАЙ ЗАМІСТЬ ФЛЮСА АСПІРІН А ТО Я ЗНАЙДУ ТЕБЕ І ВСТРОМЛЮ ПАЯЛЬНИК В АНУС. Для початку можна купити трошки простої каніфолі, далі раджу переходити на пастоподібні типу RMA-232 чи Amtech NC-559
Змивка

Після завершення паяння залишки флюсу треба змивати спеціальною змивкою, чи ізопропіловим спиртом. Це варто робити, бо флюс що лишився на деталі може прискорити корозію металу. У більшості металів шар оксиду на поверхні металу “захищає” метал від реакцій, а флюс прибирає якраз цей шар оксиду. Є деякі типи флюсу, які наче як можна не змивати, але вони маркуються окремо, та і ніколи не буде зайвим почистити плату від липкої маси залишків флюса на який потім налипне дві тонни котячої шерсті, це як мінімум просто красиво. Можна купити спеціальну змивку з спірту і бензину як на фото, а краще просто пляшку ізопропілового спирту в будмагазині. Ідеально поєднується з ватними паличками.
Всяке в другу руку
Поглинальна стрічка-косичка для припою необхідна щоб прибирати зайвий припой залишки припою з контактних майданчиків плати чи компонентів.
Пінцет необхідний для того щоб зручно притримувати деталі які паяються. Особливо проводочки і SMD компоненти.

Тримач для дротів чи плат (третя рука) треба тому що у тебе не більше двох рук. Дуже часто одна рука тримає паяло, інша тримає і подає припой. Зафіксувати, власне, компоненти які ти намагаєшся спаяти і допоможе третя рука.
Шприц-відсмоктувач для олова необхідний щоб прибирати зайвий припой отворів в платі, для демонтажу компонентів. Ці ж задачі можна робити за допомогою флюсу, поглинальної косички, неймовірної витримки та мату, але якщо передбачається демонтажна робота - краще не витрачати купу часу і купити відсмоктувач. Одна з тих “як я без неї жив” речей.

Очистка жала В процесі пайки на жалі накоплюється купа фігні, припой, шелуха з шару оксида металу, тричі пересмажений шматочок ізоляції, три SMD компонента які ти ще не помітив як відпаяв випадково… Щоб очистити жало від цього всього є два високоскладних девайси: або целюлозна губка, або латунна (?) стружка. Целюлозну скоріше за все покладуть в комплект з самим паялом.

На цьому екскурс в набір для любительської пайки закінчено, далі трошки про власне шо куда і як припаюється.
Типи монтажу компонентів
Пайка як технологія старіша за електроніку, старіша за Христа і взагалі подарунок Древніх. Колись паяли посуд, самогонні апарати, сантехніку, прикраси і взагалі все металеве. Але повернімося до електроніки.
Перший найстаріший тип монтажу - в повітрі, проводочок до проводочка. Вимагає відсутності тремору, багатої просторової уяви, купу об’єму і святої віри в те що нічого не згорить при запуску.

Таку електроніку перепаювати не побажаєш нікому, і слава богу такий монтаж вже майже не використовується.
Потім люди придумали ДРУКОВАНУ ПЛАТУ, просто основу, фундамент, базу будь якого сучасного виробу. На ній розведені всі електричні з’єднання між компонентами, і вона ж виступає в якості механічної основи яка тримає компоненти. На друковану плату є два типи монтажу: наскрізний (through-hole technology THT) та поверхневий (surface-mount technology SMT/SMD)
Наскрізний
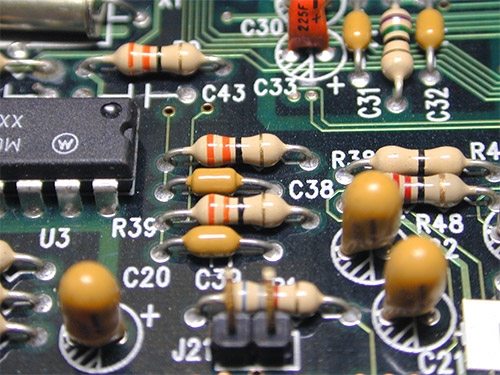
Наскрізний монтаж це коли в платі отвори а на компонентах дротики. Шонеясно? Дротики загинаються і засовуються в отвори, це все заливається припоєм, зайвий дріт відрізається. В домашніх умовах простий для роботи. Компоненти тримаються в отворах самі по собі в процесі пайки, особливо якщо підігнути ніжки. Для прототипування активно використовуються наскрізні макетні плати у вигляді плати з купою регулярних отворів з мідними майданчиками для пайки.
Поверхневий

Поверхневий монтаж це коли на платі контактні майданчики а на компонентах відповідні майданчики готові до припою. Компонент просто кладеться на поверхню плати, і припоєм приклеюється до неї. В домашніх умовах складніший, але не сильно.
Хонорабле меншон: хлібна дошка
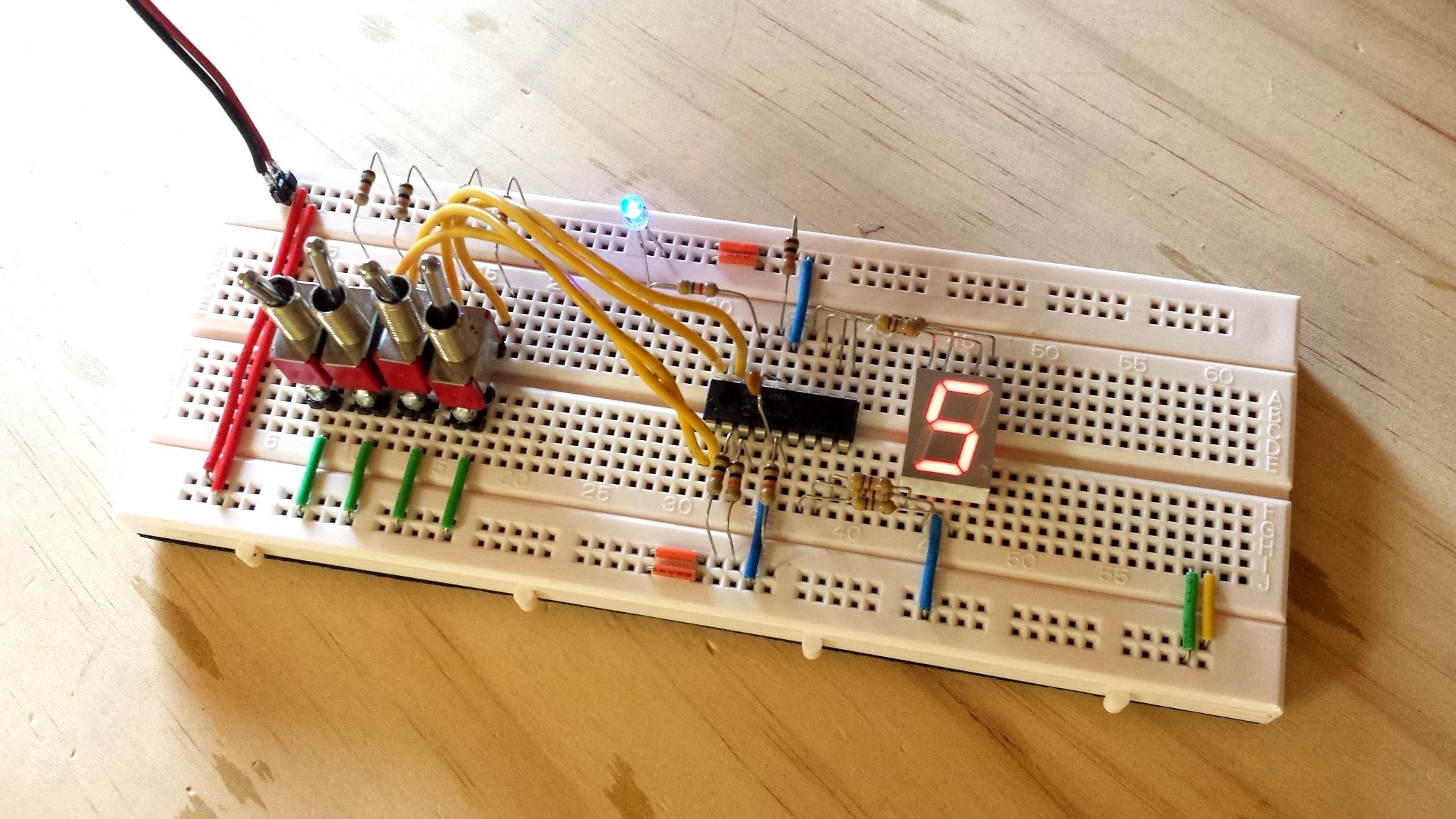
Для того щоб зібрати, випробувати схему дуже зручна тема бредбоард (breadboard), Принцип схожий на наскрізний монтаж, але паяти взагалі не треба, просто проводочки компонентів пхаєш в дірочки.
Поверхневий монтаж кращий для масштабного виробництва, тому більшість сучасної електроніки використовує його, але в більшості випадків на платах все ж є деякі наскрізні елементи.
Так а як паять то?
тлдр: прижав жалом, ткнув припоєм, прибрав жало, почекав пару секунд і готово. На весь процес менше десяти секунд.
Так, алгоритм аж настільки простий, але є нюанси, тож розберемо.
Крок перший - паяло
Берем паяльник, вмикаємо в джерело живлення, ставим температуру. Опа перше питання “а яка температура?”. Ну логічно нам точно треба розплавити припой, свинцевий 60/40 плавиться десь 180-190 градусів, значить точно не менше. Але суть пайки в тому щоб з’єднати між собою деталі, а отже вони теж мають бути прогріті. Враховуючи це я зазвичай грію паяло десь 270°С. Температура паяльника має бути в балансі з тим як швидко чи повільно нагріваються деталі, скільки термальної маси в жалі і яка температура плавлення припою. В ідеалі деталь має прогріватися за 2-3 секунди доторку жалом. Якщо ні то краще прибрати жало, підняти температуру трошки, або замінити жало на більш масивне. В крайніх випадках плату треба перед пайкою гріти окремо, але це рідко в домашніх задачах буває. Плата може не прогріватися через те що має велику термальну масу. Це може бути багатошарова плата де багато міді (сучасні комп’ютерні плати), це може бути плата на основі металевої пластини (в ЛЕД лампах/стрічках) , це може бути який-небудь великий компонент з радіатором поруч типу потужного транзистора. Але загалом 250-270 вистачає з головою.
Крок другий - деталі
Скажімо треба припаяти проводочок в наскрізний отвір на платі. Варто перевірити чи все влізає, чи отвір не забитий чимось, зачистити ізоляції на проводі (будь-ласка не паяльником), жилки провода можна трошки підкрутити а провід навіть залудити окремо (залудити означає покрити метал припоєм). Ну і власне вставити той проводочок в ту дірку. як він вже має бути. За цей час мав нагрітися паяльник, перевірити чи паяльник нагрівся просто - ткнуть в жало припоєм. Якщо паяльник гріється швидко то цю підготовку можна і до включення паяльника робить.
Крок третій - деталі плюс паяло
Перш за все важлива інформація: гріти треба обидві деталі, не припой, не плату, а обидві. Отже ми маємо розігрітий паяльник в одній руці, деталі на місці, зафіксовані статично перед нами, в іншій руці готовий припой (зазвичай тримають прям моток з до десяти сантимів розпрямленої проволочки). Тепер паяльником ми тикаємо так, щоб жало торкалося обох деталей.
Швидко крок четвертий
За декілька секунд обидві деталі мають прогрітися і тепер саме час додати трошки припою. Ще раз важлива деталь - припой пхаємо НЕ в жало паяльника, його треба запхати між нагрітими деталями, бо ми там хочемо з’єднання. Якщо одна з деталей не прогріється то припой не потече нормально, в той час як пхаючи припой в жало ми можемо просто лишити весь припой на жалі і не залити нічого в точку з’єднання. Тому припой пхаємо НЕ в жало, а між деталями. Від такого припой починає плавитись, флюс в складі припою починає робити свою роботу, поверхні деталей змочуються і починається повний fluid dynamics.
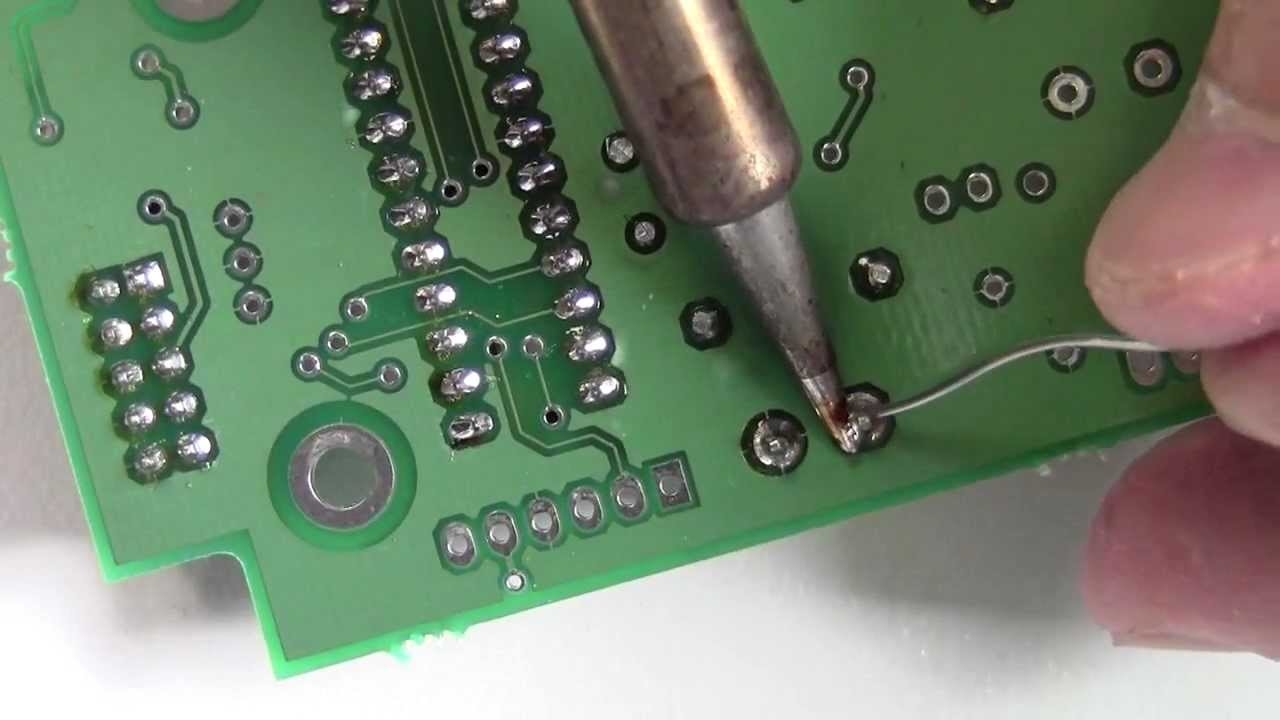
Крок пять - заливаємо
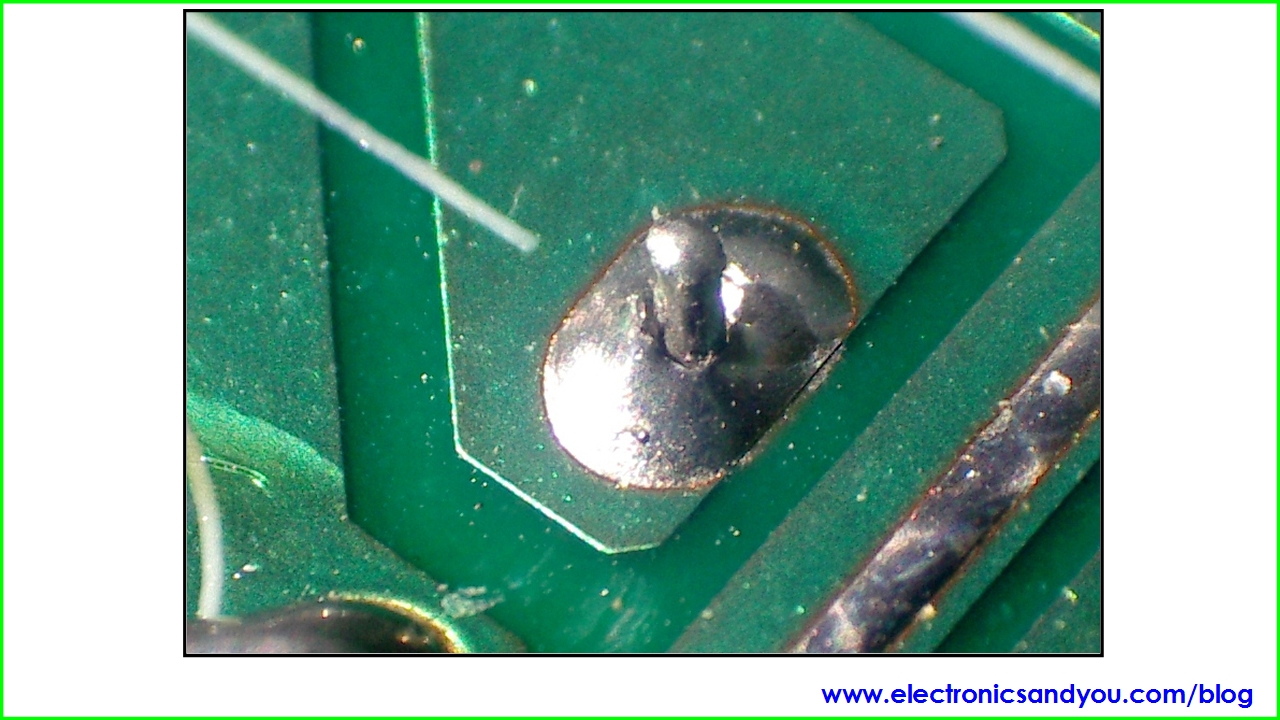
Якщо все ок то припой заливається між деталями і швидко зникає з очей, треба додати його ще поки не буде красивий майже конус від поверхні плати до проводочка. Як залили достатньо - потримали паяло ще пару секунд і прибрали, все готово. За пару секунд припой остигне і сам затвердіє. (Дмухати не треба, нікому не треба крапля металу 200+°С в око).
Крок шість - всьо
З’єднання остигло, тепер дивимося на з’єднання з обох сторін, і там і там має бути видно новий припой, інакше він не заповнив весь простір між деталями. Як щось не так — пробуємо ще раз. Якщо все добре— беремо ванту паличку, просочуємо спритом і змиваємо залишки флюса.
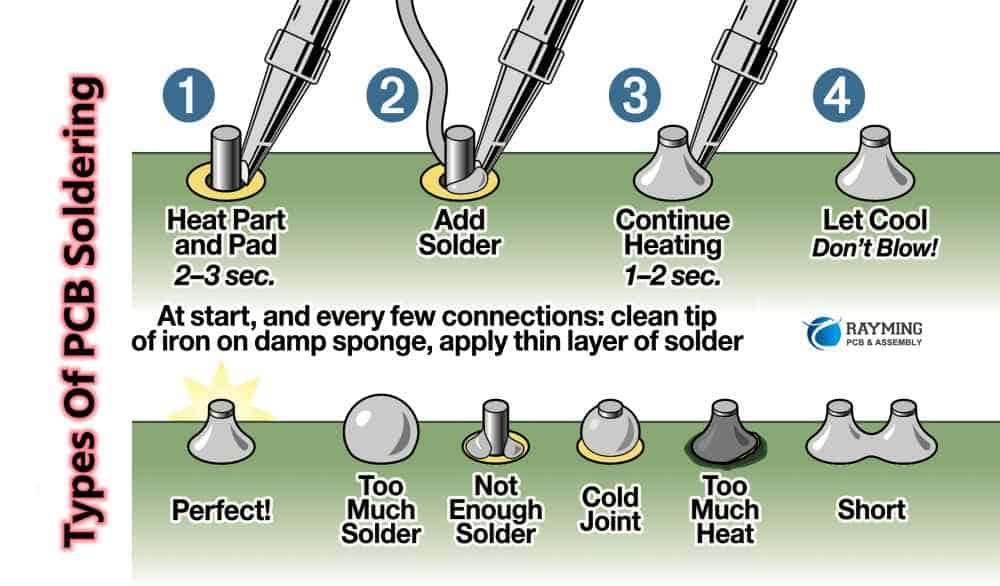
Проблеми
На картинці вище показані типові трабли. Забагато припою думаю зрозуміло, як і замало. Має бути красивий конус з припою з обох сторін плати, як на картинці з словом Perfect.
Cold joint варто розібрати окремо, так зветься з’єднання коли один провідник був нагрітий а другий - ні, або було замало флюса, або одна деталь поворухнулася рівно в той момент як припой вже остигав. В результаті припой утворив надійний сплав з однією деталькою, а з другою - ні. Таке з’єднання може вести себе як справжнє, прозвонюватися мультиметром, працювати частину часу, але воно не є надійним і призведе до проблем. Візуально таке з’єднання має видиму лінію розриву, або не змочилася нормально сама плата і припой “нависає” над платою, загалом нема цього красивого рівного трошки впуклого конуса.
Наступний дефект - обгоріле з’єднання. Це пов’язано з надто високою температурою жала, або якщо ви заснули тримаючи паяло на деталі і перегріли її. З паяльниками без чіткого регулювання температури така трабла стається значно частіше. Навіть з паяльником з регульованою температурою є умови в яких треба піднімати температуру вище що підвищує ризик перегрітого з’єднання.
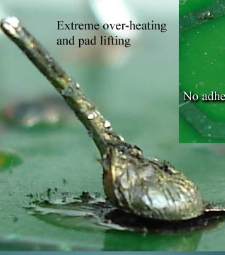
Перегріте з’єднання призводить до проблем на платі - починають розшаровуватися шари плати, відривається контактний майданчик з поверхні, наскрізне мідне з’єднання з іншою стороною плати розривається, потім ці розірвані частини не прогріваються одночасно, треба перевіряти чи ремонтувати майданчик, і купа проблем. Тож варто уникати перегрітих з’єднань і не накручувати температуру жала бездумно.
Остання проблема це закоротка, припоєм з’єдналися різні контакти. Потикать паяльником без припою на жалі і це діло звідти забирається.
Загалом це і є вся пайка. Паяти поверхневі SMD компоненти треба за тим же принципом, проте їх варто притримувати пінцетом під час пайки, вони самі не тримаються. Для деяких SMD компонентів треба застосовувати пайку паяльною пастою з нагріванням феном чи спеціальним підігрівом.
Так а шо всі ті аксесуари
А що вони, припой флюс змивка пінцет я думаю зрозуміло вже нащо, тримач для плат теж пригодився, лишилася косичка і відсмоктувач.
Косичка треба щоб прибрати з плати зайвий припой, кладемо її на плату де забагато припою, заливаємо флюсом, притискаємо жалом і вуаля - припой з плати всмосктується на косичку.

Ньюанс - як тільки ми приберемо жало — припой остигне і косичка може припаятися до деталі. Нам таке не треба, тому прибираємо косичку не відриваючи від неї паяльник, і по платі переміщаємось горизонтальним рухом, не відриваючи косичку від плати.
Шприц-відсмоктувач це весела штука, її взводиш затискаючи поршень до кліка, соплом приставляєш до розплавленого припою (прямо з жалом паяльника), жмеш кнопку і воно в сопло висмоктує весь вільний припой що змогло.
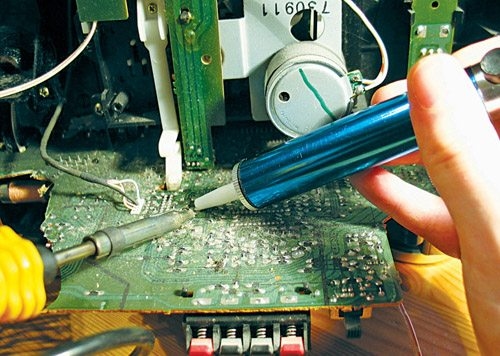
Просто імба для очистки наскрізних отворів в платах. Можна навіть паяло з одного боку отвору, а відсмоктувач з іншого.
Для очистики жала паяльника треба або намочити целюлозну губку, або просто поставити на стіл ту латунєву(?) стружку. Під час роботи коли бачите що на жалі купа фігні - або витираєте об губку, або штрикаєте пару раз в стружку.
Като де відос?
Відоса я не робив, але маю рекомендації (англомовні, але візуал я думаю ясно буде):
Люто рекомендую цю прекрасну, чудесну і вже трошки ретро серію відосів про пайку від PACE https://www.youtube.com/playlist?list=PL926EC0F1F93C1837. Деякі з конекторів вже неактуальні, але всі принципи пояснено гарно. Підозрюю це був тренінг чи курси “як паяти” для персоналу всяких компаній.
Великий Клайв бере паяло і паяє https://youtu.be/zOzXkt_PL28
EEVblog півгодини про наскрізний монтаж https://www.youtube.com/watch?v=fYz5nIHH0iY
EEVblog півгодини про поверхневий монтаж https://youtu.be/b9FC9fAlfQE
Ґрейт Скотт 11хв паяє https://youtu.be/VxMV6wGS3NY
напевно ще сотні інших відосів туторіалів
Епілог
Я не маю освіти професійного пояльника, в статі викладено мій досвід, моє розуміння і мої думки про пайку. Стаття може доповнюватися і мінятися.
P.S.
Припой і свинець. Свинець токсичний метал. Дякую Богу ми більше не спалюємо свинець в машинах, наші системи водопостачання не складені з свинцевих труб з свинцевим припоєм, і фарби теж без-свинцеві. Але свинець є в припої як же так?
Перш за все я не рекомендую їсти припой, класти припой в склянку з питною водою чи ще щось, а під час пайки температури дуже далекі від температури кипіння свинцю (1700°С). Тобто від самого процесу пайки отримати дозу свинцю всередину організму майже нереально. Отже отруїтися свинцем від процесу пайки не вийде.
Проте ми п’ємо воду яка походить з ґрунтових вод, ми їмо їжу яка вирощена на чорноземі, ми дихаємо повітря в якому літає купа пилюки які вітер підібрав десь, а це все може бути заражено свинцем. ЄС наче одним з перших прийняв директиву RoHS, абсолютно базоване рішення яке було прийняте більше 20 років тому, інші країни теж мають схожі рішення. Директива обмежує використання свинцю і ще деяких металів і сполук в готовій електроніці (за виключенням свинцевих батарей і деяких категорій приладів), але не обмежує продаж припою для любительського використання. Директива прийнята тому що більшість власної електроніки люди на жаль просто викидають, часто неправильно, що створює проблему e-waste. Щоб мертва електроніка не була ще й токсичною і отруйною для середовища в якому ми живемо а отже для всіх була введена директива, і воно робе. Зараз всі компутери телефони принтери тощо з безсвинцевим припоєм.
Для любительської пайки все ж є нюанси. Перший - масштаби свинцевого забруднення, яке може заподіяти одна цивільна людина з паяльником значно менші за одну викинуту в ліс батарею з жигуля. З деякої точки зору люди з паяльником часто запобігають тому щоб якийсь девайс пішов в смітник за рахунок ремонтів. Але все ж беззаперечно є деяка шкода від того що твоя плата з свинцем в припої попала в смітник а звідти на звалище, і варто було б поступово відмовлятися від свинцю.
Другий нюанс через який я переважно і рекомендую в цій статті взяти собі перший моток припою свинцевовмісний — такий припой легше паяється. Свинцевий припой тече краще, краще змочує, легше плавиться, діапазон робочих температур паяла ширший, міцність фінального з’єднання краща. Для новачків краще мати менше проблем і заминок в новому ремеслі.
Ультимативно чи паяти свинцевим чи безсвинцевим припоєм діло ваше, я не претендую на істину в останній інстанції.

